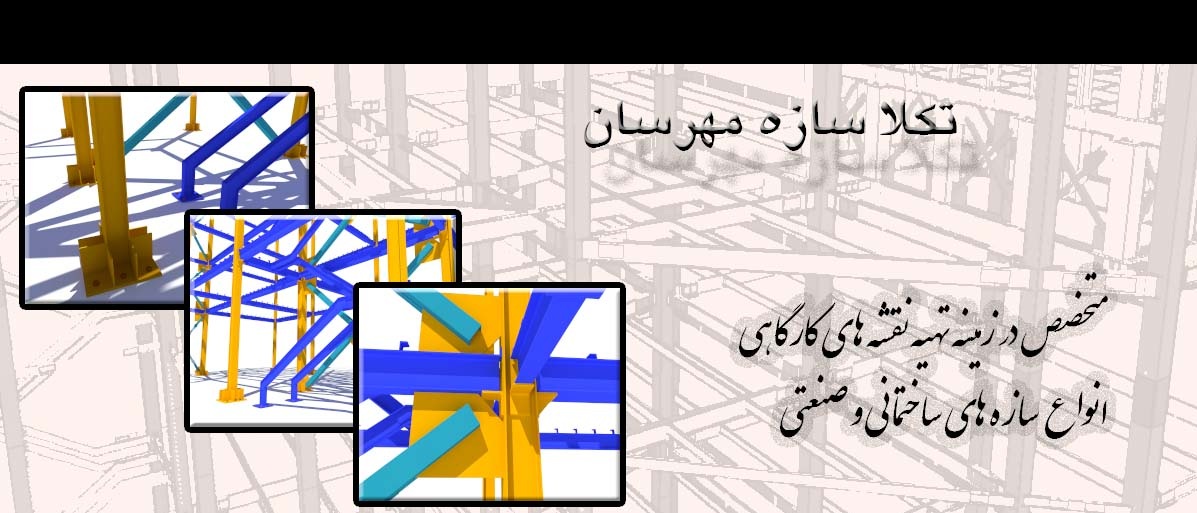





روند ساخت اسکلت فلزی در کارگاه
 در خط توليد اولين مرحله برنامه ريزي توليد است. با توجه به تنوع قطعات در هر پروژه از نظر ساخت كه بصورت موازي و پيش نياز انجام مي گيرد، طراحي خطوط توليد درقسمت هاي مختلف كارخانه انجام مي گيرد. ازجمله ميل مهار سازي،ساخت قطعات فرعي وساخت قطعات اصلي.
در خط توليد اولين مرحله برنامه ريزي توليد است. با توجه به تنوع قطعات در هر پروژه از نظر ساخت كه بصورت موازي و پيش نياز انجام مي گيرد، طراحي خطوط توليد درقسمت هاي مختلف كارخانه انجام مي گيرد. ازجمله ميل مهار سازي،ساخت قطعات فرعي وساخت قطعات اصلي.
1- در خط توليد اولين مرحله برنامه ريزي توليد است. با توجه به تنوع قطعات در هر پروژه از نظر ساخت كه بصورت موازي و پيش نياز انجام مي گيرد، طراحي خطوط توليد درقسمت هاي مختلف كارخانه انجام مي گيرد. ازجمله ميل مهار سازي،ساخت قطعات فرعي وساخت قطعات اصلي.
2- بعد از مرحله برنامه ريزي نوبت به ساخت قطعات اصلي مي رسد. كليه ورق هاو مقاطع دربدو ورود به توليد توسط دستگاه شات بلاست تميزكاري و رنگ زدايي مي شوند. اين عمليات جهت افزايش كيفيت جوش قطعات، همچنين ايجاد سطح مطلوب براي رنگ آميزي صورت مي گيرد. پس از آماده سازي مصالح اوليه برشكاري قطعات انجام مي شود. براي برشكاري ورق هاي 12 ميلي متر و پايين تر از گيوتين، وبراي برشكاري پروفيل هايي مانندنبشي و ميلگرد از گيوتين هاي مخصوص و اره لنگ و اره آتشي استفاده مي شود.


3- با توجه به محدوديت طول و عرض ورق، جهت ساخت طول هاي بلندتر از 6 مترجهت بال وجان ستون و تيرها استفاده از جوش در اتصال المان هاي يك تير یا ستون ضروري است. در اين حالت ورق هاي برش شده به همراه دستور كار مربوطه به قسمت تسمه سازي انتقال و به يكديگر متصل مي شود تا طول مناسب حاصل گردد.در اين مرحله كليه جوشها بصورت لب به لب مي باشد.

4- سوراخكاري به دو روش استفاده از پانچ و دريل، بسته به نوع و ضخامت قطعه پس ازمرحله تسمه سازي صورت مي گيرد. در اين مرحله قطعات با توجه به تعداد و نوع پس ازشابلون و نشانه گذاري، سوراخكاري مي شوند.

5- مونتاژ و جوشكاري مقاطع: در اين مرحله كليه قطعات كه عمليات تسمه سازي وسوراخكاري روي بروي آنها صورت گرفته است جهت مونتاژ و جوشكاري نهايي مطابق بانقشه توسط گيره هاي موجود مونتاژ و سپس با روش جوشكاري زير پودري همزمان دو بال مقطع به جان بصورت يك طرفه و ممتد جوش مي شوند.

مزيت هاي جوش زيرپودري عبارت است از:
نفوذ زياد جوش در قطعه و ايجاد يكپارچگي بين دو قطعه
كاهش خطاهاي انساني و سطح جوش كاملا يكنواخت
عدم ايجاد پيچيدگي در مقاطع
كيفيت و سرعت بالاي جوشكاري
1- تعمير و تكميل قطعات: در اين قسمت كليه مقاطع كه در مرحله قبل مونتاژ شده اند براي اضافه نمودن قطعات الحاقي از جمله كنسول، كف ستون، پليت هاي تقويتي و همچنين تكميل جوشكاري، مرود جوشكاري قرار مي گيرند. در اين قسمت جهت جلوگيري ازپيچيدگي قطعات از قطعاتي به عنوان ثابت كننده استفاده مي شود تا قطعات در حين جوشكاري تغيير شكل ندهند.


2- ساخت قطعات فرعي: قطعات شامل پروفيل هاي مختلف مانند مقاطع I، ناوداني، قوطي، لوله و ساير مقاطع كه جهت تيرهاي فرعي، بادبندي و رابط هاي قاب به كار مي رود وپس از برشكاري و مونتاژ قطعات، سوراخكاري و جوشكاري مي شوند.


3- رنگ آميزي: پس از آماده سازي قطعات نوبت به رنگ آميزي آنها ميرسد. قبل از رنگ آميزي بايد قطعات تميز كاري شوند كه بسته به محل استفاده و نوع سازه اين عمل بهدو روش انجام مي گيرد: روش شيميايي و روش فيزيكي كه مانند سند بلاست است و آلودگي كمتري را ايجاد مي كند. پس از تميز كاري نوبت به رنگ آميزي مي رسد، لايه اي ازرنگ به ضخامت 40 ميكرون توسط دستگاههاي اتوماتيك بر روي فلز پوشش داده مي شود. بدين منظور قطعات قبل از رنگ آميزي تا 40 درجه سانتيگراد گرم مي شوند.


بعد از آماده شدن قطعات در كارخانه، اين قطعات جهت نصب در پروژه به محل مورد نظرحمل مي شود. به موازات تهيه اسكلت بصورت پيش ساخته در كارخانه بايد آماده سازي صفحات ستون و ساير تمهيدات در محل پروژه انجام گيرد.



منبع: tsp1.blogfa.com





